Stomplas pijpfittingen vertegenwoordigen de ruggengraat van moderne leidingsystemen in sectoren variërend van olie en gas tot farmaceutische productie. Deze nauwkeurig ontworpen componenten maken richtingsveranderingen, aftakkingen, maatovergangen en leidingbeëindigingen mogelijk, terwijl de structurele integriteit en het drukbevattende vermogen van gelaste leidingnetwerken behouden blijven. In tegenstelling tot draad- of flensverbindingen creëren stuiklasfittingen permanente, lekdichte verbindingen door middel van smeltlassen, wat superieure sterkte, minimale drukval en verbeterde betrouwbaarheid biedt in veeleisende gebruiksomstandigheden. Het begrijpen van de verschillende soorten stomplasfittingen, hun specifieke toepassingen, maatnormen en selectiecriteria is essentieel voor ingenieurs, ontwerpers en fabrikanten die werken aan het creëren van veilige, efficiënte leidingsystemen.
Butt Weld Ellebogen voor richtingsveranderingen
Ellebogen vormen de meest gebruikte stomplasfittingen, waardoor leidingsystemen van richting kunnen veranderen terwijl de stroomcontinuïteit en structurele sterkte behouden blijven. Deze fittingen zijn verkrijgbaar in verschillende hoeken, radiussen en configuraties om te voldoen aan verschillende routeringsvereisten en prestatiespecificaties. De standaard 90 graden elleboog verandert de stroomrichting met een rechte hoek en vertegenwoordigt het werkpaard van leidingrichtingsveranderingen. Deze ellebogen zijn verkrijgbaar in twee primaire radiusconfiguraties: lange radius (LR) en korte radius (SR). Ellebogen met een lange radius hebben een middellijnradius die gelijk is aan 1,5 keer de nominale buisdiameter, waardoor zachtere veranderingen in de stroomrichting mogelijk zijn die drukval en erosie minimaliseren, waardoor ze voor de meeste toepassingen de voorkeur verdienen.
Ellebogen met een korte radius, waarbij de hartlijnradius gelijk is aan de nominale buisdiameter, creëren compactere richtingsveranderingen, handig daar waar ruimtebeperkingen fittingen met een grote radius onmogelijk maken. De strakkere bocht zorgt echter voor hogere drukval en meer turbulentie, wat mogelijk erosie kan veroorzaken bij hogesnelheids- of schurende diensten. De 45 graden elleboog zorgt voor een zachtere richtingsverandering dan 90 graden fittingen, vaak in paren gebruikt om bochten van 90 graden te creëren met een lagere drukval dan enkele 90 graden ellebogen. Andere gespecialiseerde hoeken, waaronder 22,5 graden en aangepaste hoeken, kunnen voor specifieke toepassingen worden vervaardigd, hoewel gestandaardiseerde fittingen van 45 en 90 graden een betere beschikbaarheid en lagere kosten bieden.
Elleboogproductiemethoden
Stomplasellebogen worden vervaardigd via verschillende processen, die elk de eigenschappen van de fitting en de geschiktheid voor verschillende toepassingen beïnvloeden. Naadloze ellebogen, gevormd door het warm of koud buigen van naadloze buizen, bieden een uniforme wanddikte en geen langsnaad, waardoor ze ideaal zijn voor hogedruk- en kritieke toepassingen. Gelaste bochten, vervaardigd uit plaat of gelaste buis, bevatten een longitudinale lasnaad waarmee bij het ontwerp en de oriëntatie tijdens de installatie rekening moet worden gehouden. Doorn-gebogen ellebogen, gemaakt door het buigen van rechte pijpen over gevormde doornen, bieden een uitstekende dimensionele consistentie, maar kunnen wandverdunning vertonen op de extrados (buitenste straal) en verdikking op de intrados (binnenste straal), waarmee rekening moet worden gehouden bij spanningsberekeningen.

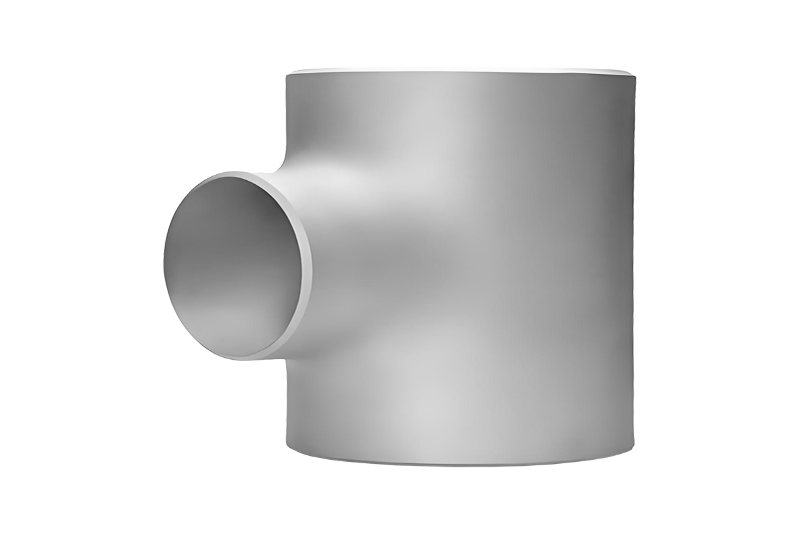
T-stukken en kruisfittingen voor aftakverbindingen
T-fittingen maken aftakkingen in leidingsystemen mogelijk, waardoor driewegverbindingen ontstaan waar de stroming kan worden gesplitst of gecombineerd. Het rechte T-stuk, ook wel gelijk T-stuk genoemd, heeft identieke diameters op alle drie de openingen, waardoor pijpen van gelijke grootte elkaar in een rechte hoek kunnen kruisen. Deze configuratie is geschikt voor toepassingen waarbij de stroom gelijkmatig wordt verdeeld of waar aftakkings- en runleidingen vergelijkbare stroomsnelheden hebben. Reductie-T-stukken bevatten een aftakkingsuitgang met een kleinere diameter, terwijl de aansluitverbindingen van gelijke diameter behouden blijven, waardoor aftakkingen met lagere stroomvereisten mogelijk zijn zonder dat aparte verloopfittingen nodig zijn. De gereduceerde uitlaat kan concentrisch (gecentreerd) of excentrisch (offset) zijn, waarbij excentrische configuraties vloeistofophoping in horizontale zijleidingen voorkomen.
Kruisfittingen, hoewel minder gebruikelijk dan T-stukken, bieden kruispunten in vier richtingen waar twee loodrechte pijpen elkaar kruisen. Deze fittingen ondergaan complexe spanningspatronen onder druk en thermische belastingen, waardoor ze duurder zijn en over het algemeen minder de voorkeur hebben dan het gebruik van meerdere T-fittingen. Kruisen bieden echter ruimtebesparende oplossingen voor specifieke geometrieën en zijn soms noodzakelijk in compacte installaties. Zowel T-stukken als kruisstukken zijn verkrijgbaar in verschillende schema's en drukwaarden om te voldoen aan de specificaties van de verbindingsleidingen, waardoor een consistente wanddikte en drukbehoud door het hele leidingsysteem worden gegarandeerd.
| Montagetype | Configuratie | Primaire toepassing | Belangrijkste voordeel |
| Recht T-stuk | Uitgangen met gelijke diameter | Gelijke stroomverdeling | Uniforme drukwaarde |
| T-stuk reduceren | Gereduceerde aftakking | Aansluitingen op aftaklijnen | Enkelvoudige oplossing |
| Lateraal T-stuk | 45 graden tak | Soepelere stroomovergang | Lagere drukval |
| Kruis | Vierwegkruising | Loodrechte kruispunten | Ruimte-efficiëntie |
Verloopstukken voor buismaatovergangen
Verloopstukken vergemakkelijken de overgang tussen verschillende buisdiameters, waardoor optimalisatie van stroomsnelheden en leidingkosten in het hele systeem mogelijk wordt. Concentrische verloopstukken behouden een gemeenschappelijke hartlijn tussen de grotere en kleinere buismaten, waardoor een symmetrische kegelvorm ontstaat. Deze configuratie werkt goed voor verticale leidingen of gasleidingen waarbij het handhaven van de uitlijning van de middellijn belangrijk is en vloeistofophoping geen probleem is. De geleidelijke diameterverandering in concentrische verloopstukken minimaliseert turbulentie en drukval, waardoor ze geschikt zijn voor de meeste overgangstoepassingen waar de geometrie dit toelaat.
Excentrische verloopstukken hebben verschoven hartlijnen waarbij één zijde van de fitting vlak of parallel blijft, waardoor vloeistofophoping op hoge punten of dampbellen op lage punten in horizontale leidingen wordt voorkomen. Door excentrische verloopstukken met de platte kant naar boven in horizontale vloeistofleidingen te installeren, wordt de vorming van gaszakken voorkomen die stromingsverstoring of cavitatie kunnen veroorzaken. Omgekeerd voorkomt installatie met de platte kant naar beneden in horizontale gasleidingen vloeistofophoping die problemen met de stroming van slakken of corrosie zou kunnen veroorzaken. De excentrische configuratie vergemakkelijkt ook het aftappen tijdens onderhoud door lage punten te elimineren waar vloeistoffen kunnen ophopen.
Overwegingen bij het ontwerp van reductiemiddelen
De hoek waarmee de diameter wordt verkleind in verloopstukken beïnvloedt de drukval en de stromingseigenschappen. Standaard verloopstukken hebben doorgaans hoeken tussen 15 en 30 graden, waardoor de compacte paslengte in balans is met acceptabele drukverliezen. Steilere hoeken zorgen voor kortere fittingen, maar vergroten de turbulentie en drukval, terwijl geleidelijkere hoeken langere fittingen vereisen, maar zorgen voor vloeiendere stroomovergangen. Voor kritische toepassingen waarbij sprake is van hoge snelheden of erosieve omstandigheden kunnen op maat gemaakte verloopstukken met geleidelijke tapsheid worden gespecificeerd om stromingsverstoringen te minimaliseren. De wanddikte van verloopstukken komt doorgaans overeen met de dikkere van de twee verbindingspijpen om voldoende sterkte in de gehele overgangszone te garanderen.
Doppen voor lijnbeëindiging en -sluiting
Stomplaskappen zorgen voor een permanente afsluiting van buisuiteinden, waardoor drukdichte afsluitingen ontstaan voor doodlopende leidingen, tijdelijke afsluitingen tijdens gefaseerde constructie of permanente apparatuurverbindingen. Deze koepelvormige fittingen verdelen de drukbelastingen efficiënt door hun gebogen geometrie, waardoor dezelfde drukwaarde wordt bereikt als de verbindingsleiding, terwijl er relatief dun materiaal wordt gebruikt. De halfronde of elliptische vorm van de doppen biedt een superieure sterkte-gewichtsverhouding in vergelijking met platte sluitingen, waardoor ze de voorkeur verdienen voor drukhoudende afsluitingen.
Kappen zijn verkrijgbaar in verschillende kopvormen, waaronder halfbolvormig, elliptisch (2:1) en torisferisch, elk met verschillende diepte-diameterverhoudingen en drukbevattende efficiëntie. Halfronde kappen bieden de sterkste geometrie maar vereisen het diepste profiel, terwijl elliptische en torisferische kappen compactere oplossingen bieden met iets lagere drukwaarden. Voor toepassingen die frequente toegang of potentiële toekomstige uitbreiding vereisen, kunnen flenssluitingen met blinde flenzen praktischer zijn dan permanente stomplaskappen, hoewel ze hogere initiële kosten en een groter lekpotentieel met zich meebrengen.
Stubuiteinden en overlappende verbindingsstukken
Stub-uiteinden, ook wel lap-joint-stomp-uiteinden genoemd, zijn gespecialiseerde stuiklasfittingen die zijn ontworpen om te werken met lap-verbindingsflenzen bij het creëren van semi-permanente flensverbindingen. Het stompe uiteinde wordt stomp aan de buis gelast en zorgt voor een afgeronde verwijding die tegen een losse overlappende verbindingsflens zit. Deze configuratie biedt verschillende voordelen ten opzichte van traditionele lasnekflenzen, vooral bij systemen waarbij gebruik wordt gemaakt van dure gelegeerde leidingmaterialen. Het stompe uiteinde, vervaardigd uit dezelfde corrosiebestendige legering als de buis, zorgt voor alle contact met het natte oppervlak, terwijl de contactloze overlappende verbindingsflens kan worden gemaakt van goedkoop koolstofstaal, waardoor de materiaalkosten aanzienlijk worden verlaagd.
De stompe uiteinden vergemakkelijken de uitlijning tijdens de installatie, omdat de overlappende verbindingsflens vrij kan draaien op het stompe uiteinde, waardoor de uitlijning van de boutgaten met de bijpassende flenzen wordt vereenvoudigd. Deze functie blijkt bijzonder waardevol bij het installeren van lange leidingtrajecten of het maken van verbindingen met vaste apparatuur waarbij nauwkeurige rotatie-uitlijning moeilijk is. De stomplasverbinding tussen stompuiteinde en buis kan gemakkelijker radiografisch worden onderzocht dan de hoeklassen die worden gebruikt met opsteek- of moflasflenzen, waardoor een hogere kwaliteitsborging voor kritieke diensten wordt geboden. Het tweedelige stompuiteinde en de overlappende flensconstructie kosten echter meer dan gelijkwaardige lasnekflenzen wanneer beide componenten hetzelfde materiaal gebruiken, waardoor toepassingen beperkt blijven tot situaties waarin de materiaalkostenbesparingen of uitlijningsvoordelen de hogere montagekosten rechtvaardigen.
Dimensionale normen en specificaties
Stomplasfittingen worden vervaardigd volgens verschillende maatnormen die compatibiliteit met standaard buisafmetingen en wanddikteschema's garanderen. ASME B16.9 heeft betrekking op in de fabriek gemaakte smeedstalen stomplasfittingen, waarbij afmetingen, toleranties en druk-temperatuurwaarden worden vastgelegd voor de maten NPS 1/2 tot en met NPS 48. Deze norm definieert de fittingafmetingen inclusief hart-tot-eindafstanden voor ellebogen, hart-tot-hart- en eind-tot-eindafmetingen voor T-stukken en kruisen, en face-to-face lengtes voor verloopstukken en doppen. MSS SP-75 biedt specificaties voor zwaar geteste stomplasfittingen, die dezelfde fittingtypen dekken met verbeterde mechanische eigenschappen voor zware gebruiksomstandigheden.
Deze normen specificeren wanddikteschema's die overeenkomen met standaard leidingschema's (schema 10 tot en met XXH), waardoor wordt gegarandeerd dat fittingen consistente drukwaarden behouden met aansluitende leidingen. De normen definiëren ook tolerantiebereiken voor kritische afmetingen, ovaliteitsgrenzen en rechtheidseisen die een goede pasvorm garanderen tijdens het lassen en de systeemmontage. Voor maten, materialen of configuraties die niet onder de standaardspecificaties vallen, kunnen op maat gemaakte fittingen worden vervaardigd volgens projectspecifieke vereisten, zij het tegen hogere kosten en langere doorlooptijden dan standaard catalogusitems.
Materiaalspecificaties
Stomplasfittingen zijn verkrijgbaar in het complete assortiment leidingmaterialen, waaronder koolstofstaal, roestvrij staal, gelegeerd staal, nikkellegeringen, titanium en andere gespecialiseerde materialen. Veel voorkomende materiaalspecificaties zijn onder meer ASTM A234 voor fittingen van koolstof- en gelegeerd staal, ASTM A403 voor fittingen van gesmeed austenitisch roestvrij staal en diverse andere ASTM-normen voor specifieke materiaalfamilies. De materiaalkeuze is afhankelijk van de gebruiksomstandigheden, waaronder temperatuur, druk, corrosieve omgeving en compatibiliteit met procesvloeistoffen. Fittingen moeten overeenkomen met de specificaties van de verbindingsleiding of deze zelfs overtreffen om een consistente corrosieweerstand en mechanische eigenschappen in het hele leidingsysteem te garanderen.
Stomplasfittingen voor speciale doeleinden
Naast de standaard ellebogen, T-stukken, verloopstukken en kappen voldoen gespecialiseerde stomplasfittingen aan unieke leidingvereisten. Zijtakken, ook wel laterale T-stukken of Y-fittingen genoemd, zijn voorzien van aftakverbindingen onder hoeken van 45 graden in plaats van de loodrechte takken van standaard T-stukken. Deze configuratie zorgt voor soepelere stroomovergangen bij het opstijgen van aftakkingen, waardoor de drukval en erosie worden verminderd in vergelijking met T-stukken van 90 graden. Laterals zijn vooral waardevol bij diensten met hoge snelheid of waar het minimaliseren van drukverlies van cruciaal belang is, hoewel ze door hun gespecialiseerde geometrie duurder zijn dan standaard T-stukken.
Persnippels, ook wel reducerende nippels of ongelijke nippels genoemd, combineren de functie van een verloopstuk met een kort stuk buis in één fitting. Deze componenten gaan over een zeer korte afstand over tussen buismaten, wat handig is waar ruimtegebrek de installatie van standaard verloopstukken verhindert. Zadels of voorgevormde uitlaatfittingen bieden versterkte aftakkingsverbindingen voor gefabriceerde uitlaattoepassingen, waarbij ze aan de loopleiding worden gelast om aftakkingsopeningen te creëren zonder afzonderlijke T-fittingen. Deze gefabriceerde verbindingen bieden flexibiliteit in de positionering en hoeken van de aftakkingen, maar vereisen gespecialiseerde lasprocedures en inspectie om voldoende sterkte en lekdichte constructie te garanderen.
Eindvoorbereiding en afschuinvereisten
Een goede eindvoorbereiding is van cruciaal belang voor het verkrijgen van goede stompe lassen bij het installeren van deze fittingen. Standaard stuiklasfittingen worden geleverd met afgeschuinde uiteinden, voorbereid voor lassen volgens ASME B16.25-specificaties. De standaard afschuiningshoek van 37,5 graden (waardoor een ingesloten hoek van 75 graden ontstaat wanneer twee afgeschuinde uiteinden worden samengevoegd) zorgt voor voldoende grondopening en de juiste groefhoek voor volledige laspenetratie bij gebruik van verschillende lasprocessen. Het grondvlak, doorgaans 1,6 mm (1/16 inch), biedt een landingsplaats voor de grondlaag en helpt doorbranden tijdens het eerste lassen te voorkomen.
Een juiste uitlijning en controle van de openingen tijdens het monteren garanderen de laskwaliteit en systeemintegriteit. De basisopening tussen gemonteerde componenten varieert doorgaans van 1,6 mm tot 3,2 mm, afhankelijk van het lasproces, de buiswanddikte en de voorkeur van de lasser, met consistente openingen rond de omtrek die zorgen voor een uniforme warmte-inbreng en penetratie. Een verkeerde uitlijning tussen de hartlijnen van de fitting en de buis moet tot een minimum worden beperkt, waarbij de meeste codes de offset beperken tot 1,6 mm of 1/8 van de wanddikte, afhankelijk van welke van de twee het kleinst is. Overmatige verkeerde uitlijning veroorzaakt spanningsconcentraties en potentiële faalpunten, vooral bij cyclisch gebruik waar vermoeiingsbelasting optreedt.
Selectiecriteria voor stomplasfittingen
Het selecteren van de juiste stomplasfittingen vereist het evalueren van meerdere factoren die verder gaan dan eenvoudige dimensionale compatibiliteit. Gebruiksomstandigheden, waaronder druk, temperatuur, vloeistofeigenschappen en stroomsnelheden, bepalen de vereiste drukklasse en materiaalkeuze. Corrosieve of erosieve toepassingen kunnen verbeterde materialen of dikkere wandschema's noodzakelijk maken om een adequate levensduur te garanderen. Stromingskarakteristieken beïnvloeden de selectie van de fittinggeometrie: diensten met hoge snelheid profiteren van ellebogen met een lange straal en geleidelijke verloopstukken om drukval en erosie te minimaliseren, terwijl compacte installaties ondanks hogere drukverliezen mogelijk ellebogen met een korte straal nodig hebben.
- Druk- en temperatuurclassificaties: Overeenkomen met of overtreffen van de maximale ontwerpomstandigheden met de juiste veiligheidsmarges
- Materiaalcompatibiliteit: Zorg ervoor dat corrosiebestendigheid en mechanische eigenschappen geschikt zijn voor procesvloeistoffen en bedrijfsomstandigheden
- Schema en wanddikte: Handhaaf een consistente wanddikte door het hele systeem voor een uniforme drukclassificatie
- Naleving van de code: Controleer of fittingen voldoen aan de toepasselijke leidingcodes zoals ASME B31.1, B31.3 of andere rechtsgebiedspecifieke vereisten
- Kwaliteitsdocumentatie: Verkrijg testrapporten van fabrieken, materiaalcertificeringen en dimensionale inspectierapporten voor kritieke diensten
- Economische overwegingen: Breng de initiële montagekosten in evenwicht met de installatiearbeid, de verwachte levensduur en de onderhoudsvereisten
Best practices voor installatie en kwaliteitscontrole
Succesvolle installatie van stomplasfittingen vereist naleving van beproefde praktijken die de verbindingskwaliteit en systeemintegriteit garanderen. Een goede opslag van fittingen beschermt afgeschuinde uiteinden en interne oppervlakken vóór installatie tegen schade, corrosie en vervuiling. Fittingen moeten vóór installatie visueel worden geïnspecteerd om de maatvoering te verifiëren, te controleren op oppervlaktedefecten en te zorgen voor de juiste markering van de materiaalkwaliteit. Door het reinigen van interne oppervlakken en lasvoorbereidingsgebieden worden oliën, vuil, walshuid en andere verontreinigingen verwijderd die de laskwaliteit in gevaar kunnen brengen of corrosiebevorderende stoffen in het systeem kunnen introduceren.
Lasprocedurespecificaties (WPS) en lasserkwalificaties die geschikt zijn voor de materialen, wanddikte en gebruiksomstandigheden moeten worden gecontroleerd voordat het lassen begint. De voorverwarmingseisen voor koolstof- en gelegeerde staalsoorten moeten worden berekend en toegepast om door waterstof veroorzaakte scheurvorming te voorkomen en een adequate lasductiliteit te garanderen. Een warmtebehandeling na het lassen kan nodig zijn voor dikwandige fittingen, bepaalde materialen of specifieke gebruiksomstandigheden om restspanningen te verlichten en de materiaaleigenschappen te herstellen die door het lassen zijn aangetast. Niet-destructief onderzoek, inclusief radiografie, ultrasoon testen of andere methoden, verifieert de laskwaliteit en detecteert defecten die de systeemintegriteit in gevaar kunnen brengen.
Door de verschillende soorten stomplasfittingen, hun specifieke kenmerken en de juiste selectie- en installatiepraktijken te begrijpen, kunnen ingenieurs en fabrikanten betrouwbare, efficiënte leidingsystemen creëren. Van de alomtegenwoordige elleboog die richtingsveranderingen mogelijk maakt tot gespecialiseerde stompe uiteinden die kosteneffectieve flensverbindingen mogelijk maken: elk type fitting vervult specifieke functies binnen het totale leidingnetwerk. Aandacht voor maatnormen, materiaalspecificaties, vereisten voor eindvoorbereiding en best practices bij installatie zorgen ervoor dat deze kritische componenten betrouwbaar presteren gedurende hun beoogde levensduur, waardoor de systeemveiligheid en operationele efficiëntie in talloze industriële toepassingen behouden blijven.

 17-11-2025Lees meer
17-11-2025Lees meer 17-11-2025Lees meer
17-11-2025Lees meer